Unité de Galvanisation à Chaud





Description de
Unité de Galvanisation à Chaud
:
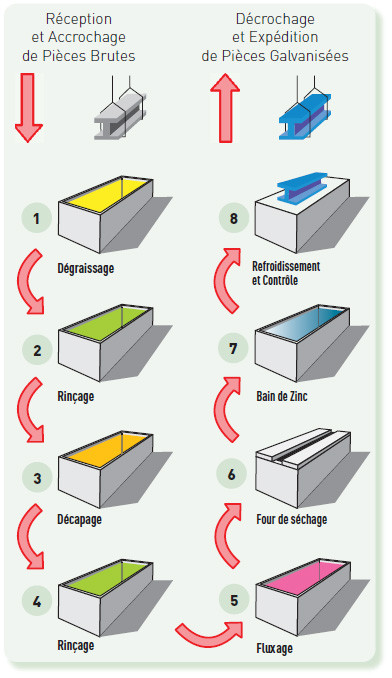
L'application d'un revêtement de zinc par galvanisation ne se résume pas à l'immersion d'une pièce en acier dans un bain de zinc fondu. La galvanisation du produit fini comprend en effet 8 étapes principales :
1. Le dégraissage
Il a pour but d'enlever toutes les salissures et graisses qui empêcheraient la dissolution des oxydes de fer superficiels.
Le dégraissage est effectué dans des bains contenant du carbonate de sodium ou de la soude avec l'addition de détergent et de tensioactif à 60°C/ 80°C. Parfois, des dégraissants acides peuvent être utilisés.
2. Le rinçage
Un rinçage est effectué après le dégraissage afin de ne pas polluer les opérations suivantes.
3. Le décapage
Il a pour but d'enlever la calamine et les autres oxydes présents à la surface de l'acier.
Le décapage est effectué dans une solution d'acide chlorhydrique diluée à température ambiante, additionnée d'un inhibiteur qui permet d'éviter l'attaque de l'acier lorsqu'il est débarrassé de ses oxydes. Des solutions d'acides sulfuriques sont parfois utilisées avec l'inconvénient d'une mise en œuvre à 70°C nécessitant un chauffage.Un décapage mécanique (grenaillage) peut parfois remplacer le décapage chimique, en particulier dans le cas de la fonte, afin d'éliminer la silice se trouvant en surface.
4. Rinçage
Un rinçage est également effectué après le décapage afin de laver les pièces des sels de fer et des traces d'acides qui pollueraient l'opération suivante.
5. Le fluxage
Il permet d'éviter que l'acier ne se ré-oxyde avant l'entrée dans le bain de zinc. La décomposition du flux permet également de favoriser la réaction métallurgique fer/zinc lors de l'immersion de la pièce dans le bain de zinc.Le fluxage est effectué par une solution aqueuse de chlorure de zinc et de chlorure d'ammonium portée à 60°C.
6. Séchage
Le séchage est effectué dans une étuve afin d'éviter les projections de zinc au moment de l'immersion de la pièce.
7. La galvanisation
Les pièces sont ensuite immergées dans le bain de zinc fondu à 450°C. Les temps d'immersions varient suivant l'importance des charges, des dimensions et de l'épaisseur des pièces : de 3 à 4 minutes pour des pièces de forme simple, et de 10 à 15 minutes pour des ensembles massifs ou des corps creux de grandes dimensions.Pour des raisons environnementales, le plomb autrefois utilisé est désormais remplacé par de l'étain dans les bains de zinc. L'aluminium est également présent (moins de 0.01 %). L'étain est utilisé en raison de sa faculté à favoriser la fluidité du zinc tandis que l'aluminium permet d'éviter l'oxydation superficielle du bain et de favoriser la brillance.D'autres éléments d'addition (Nickel, Bismuth, par exemple) peuvent également être intégrés dans le bain. Ils agissent, entre autre, sur la réactivité Fer-Zinc qui a lieu lors de cette opération.
8. Refroidissement et contrôle
Les pièces galvanisées sont ensuite refroidies à l'air libre et contrôlées.
Il faut en moyenne de 60 à 70 kilos de zinc pour protéger une tonne d'acier contre la corrosion.
1. Le dégraissage
Il a pour but d'enlever toutes les salissures et graisses qui empêcheraient la dissolution des oxydes de fer superficiels.
Le dégraissage est effectué dans des bains contenant du carbonate de sodium ou de la soude avec l'addition de détergent et de tensioactif à 60°C/ 80°C. Parfois, des dégraissants acides peuvent être utilisés.
2. Le rinçage
Un rinçage est effectué après le dégraissage afin de ne pas polluer les opérations suivantes.
3. Le décapage
Il a pour but d'enlever la calamine et les autres oxydes présents à la surface de l'acier.
Le décapage est effectué dans une solution d'acide chlorhydrique diluée à température ambiante, additionnée d'un inhibiteur qui permet d'éviter l'attaque de l'acier lorsqu'il est débarrassé de ses oxydes. Des solutions d'acides sulfuriques sont parfois utilisées avec l'inconvénient d'une mise en œuvre à 70°C nécessitant un chauffage.Un décapage mécanique (grenaillage) peut parfois remplacer le décapage chimique, en particulier dans le cas de la fonte, afin d'éliminer la silice se trouvant en surface.
4. Rinçage
Un rinçage est également effectué après le décapage afin de laver les pièces des sels de fer et des traces d'acides qui pollueraient l'opération suivante.
5. Le fluxage
Il permet d'éviter que l'acier ne se ré-oxyde avant l'entrée dans le bain de zinc. La décomposition du flux permet également de favoriser la réaction métallurgique fer/zinc lors de l'immersion de la pièce dans le bain de zinc.Le fluxage est effectué par une solution aqueuse de chlorure de zinc et de chlorure d'ammonium portée à 60°C.
6. Séchage
Le séchage est effectué dans une étuve afin d'éviter les projections de zinc au moment de l'immersion de la pièce.
7. La galvanisation
Les pièces sont ensuite immergées dans le bain de zinc fondu à 450°C. Les temps d'immersions varient suivant l'importance des charges, des dimensions et de l'épaisseur des pièces : de 3 à 4 minutes pour des pièces de forme simple, et de 10 à 15 minutes pour des ensembles massifs ou des corps creux de grandes dimensions.Pour des raisons environnementales, le plomb autrefois utilisé est désormais remplacé par de l'étain dans les bains de zinc. L'aluminium est également présent (moins de 0.01 %). L'étain est utilisé en raison de sa faculté à favoriser la fluidité du zinc tandis que l'aluminium permet d'éviter l'oxydation superficielle du bain et de favoriser la brillance.D'autres éléments d'addition (Nickel, Bismuth, par exemple) peuvent également être intégrés dans le bain. Ils agissent, entre autre, sur la réactivité Fer-Zinc qui a lieu lors de cette opération.
8. Refroidissement et contrôle
Les pièces galvanisées sont ensuite refroidies à l'air libre et contrôlées.
Il faut en moyenne de 60 à 70 kilos de zinc pour protéger une tonne d'acier contre la corrosion.
galvanisation à chaud
ligne de galvanisation
unité de galvanisation
ID produit: 5929126
| Référence: HDP
| Vendu par:
Shanghai Wright Bros Technology Co., Ltd
Date de la mise en ligne du produit 15/06/2017
-
Modifié par le vendeur 15/02/2018
Produits similaires à
Unité de Galvanisation à Chaud
Vitis Bain De Bouche Gencives Saines Flacon 500ml
72 Dhs /u
VERANO MEDICAL
Améliore la résistance de l'émail et de la dentine contre les attaques acides. Propriétés : Soin quotidien des dents et des gencives Le fluor de sodium améliore la résistance de l'émail et...
Nitrate de zinc
À consulter
Quantité minimum: 10.0 u
China Hali Trade Co., Ltd
Nitrate de zinc Nitrate de zinc Hexahydrate N ° CAS: 10196-18-6 N ° ONU: 1514 HS NO.:2834299090 NO DE CLASSE: 5.1 (Danger) 1. Formule moléculaire: Zn (NO3) 2 · 6H2O Poids Moléculaire: 297.47...

Ferraille de cuivre
À consulter
China Hali Trade Co., Ltd
Ferraille de cuivre Millberry (Myrtille) Doit être constitué d'un fil de cuivre propre, non étamé, non enduit et non allié d'au moins 16 mm (1,3 mm) Doit être exempt de fil brûlé EXEMPLE :...

Molybdate d'ammonium
À consulter
Quantité minimum: 10.0 u
China Hali Trade Co., Ltd
Molybdate d'ammonium Amy- nium molybdate 99% engrais Nom Chimique: Molybdate d'Ammonium Formule moléculaire: (NH4) 6M07024 • 4H20 Poids Moléculaire: 1235.86 No CAS: 13106-76-8 Propriétés...

Cathode de cuivre
À consulter
China Hali Trade Co., Ltd
Cathode de cuivre Description de la cathode de cuivre Le cuivre est l'un des éléments chimiques de base. À l'état presque pur, le cuivre est un métal rouge-orange connu pour sa conductivité...
Nitrate de lanthane
À consulter
Quantité minimum: 10.0 u
China Hali Trade Co., Ltd
Nitrate de lanthane No CAS: 10277-43-7 Poids moléculaire: 432.92 Aspect: Cristal blanc cassé Solubilité: Soluble dans l'eau et les acides minéraux forts Stabilité: Facilement hygroscopique...

lingot d'étain
À consulter
China Hali Trade Co., Ltd
lingot d'étain caractéristiques lingot d'étain Lingot d'étain 99 % Sn lingot stannum lingot Boîte métal Sn ( min ) : 99.99/99.95/99.90 De haute qualité , au meilleur prix 25 kg / lingot...

Huile essentielle de cedre d'atlas
À consulter
Quantité minimum: 5.0 l
ORIENTAL GROUP
L'huile de cèdre est en fait une huile collante de couleur jaune, qui a été utilisé pendant des centaines d'années. Obtenue à partir des cèdres du Liban, cette huile particulière est...

Fournisseur huile essentielle de cedre de l'atlas
À consulter
ORIENTAL GROUP
L'huile de cèdre est en fait une huile collante de couleur jaune, qui a été utilisé pendant des centaines d'années. Obtenue à partir des cèdres du Liban, cette huile particulière est...

Billette d'aluminium
À consulter
Quantité minimum: 10.0 t
China Hali Trade Co., Ltd
Qu'est-ce qu'un lingot d'aluminium ? Les lingots d'aluminium sont des produits non ferreux qui sont produits en versant de l'aluminium fondu dans des moules spéciaux. Ces moules...
Cadmium
À consulter
Quantité minimum: 100.0 kg
China Hali Trade Co., Ltd
La raffinerie de zinc produit de petites quantités de cadmium. Ce métal est un sous-produit du traitement d'alimentation en zinc. Nom du produit : Cadmium Schéma de processus Lixiviation,...

Carbonate de potassium
À consulter
China Hali Trade Co., Ltd
Carbonate de potassium acide carbonique Carbonate de potassium potasse n ° cas: 584-08-7 Apparence : Poudre en cristal blanche Formule moléculaire : k2co3 Poids Moléculaire: 138.21 Propriétés et...

Phosphate de diammonium
À consulter
China Hali Trade Co., Ltd
Phosphate de diammonium Engrais dap Diammonium phosphate engrais dap 1 . couleur naturelle 2 . Total des éléments nutritifs : 64% min 3 . Azote: 18 % min 4 . P2o5 : 46% mi Dap : 64% ( 18-46-0 ) 62...

Dioxyde de manganèse
À consulter
Quantité minimum: 20.0 u
China Hali Trade Co., Ltd
Le dioxyde de manganèse Dioxyde de manganèse électrolytique (EMD) est utilisée dans des batteries zinc-carbone et avec du chlorure de zinc et du chlorure d'ammonium. EMD est couramment utilisé...

Machine à glace hoshizaki im-240XNE-hc
À consulter
MMG MAQUINARIA
Les extérieurs sont en acier inoxydable. De plus, le circuit d'eau fermé offre une protection maximale contre tout type de contamination tout au long du processus de formation de la glace.Un...
Recherches similaires







